| Author |
 Topic Search Topic Search  Topic Options Topic Options
|
ac55tractor 
Silver Level

Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
 Post Options Post Options
") Thanks(0) Thanks(0)
 Quote Quote  Reply Reply
 Topic: A/C B connecting rods "Rework" Topic: A/C B connecting rods "Rework"
Posted: 06 Apr 2022 at 3:09pm |
Thanks for your efforts Mike. Maybe someday someone can come up with an answer on the material. For now, I am going to run my lifters, they all have plenty of "beef" on them. The thin one (#8) is gone. So there is no worries on my end. As far as the rest of them go, I may have only removed .010 or so.
Funny thing is that even though #8 lifter was warn out, The #4 lobe on my old camshaft was warn short. I am going to take a guess here. I could be wrong, but I don't think that #4 and #8 were getting enough oil.
I am glad that there are guys like you out there that support the rest of us.
I pulled out my cam bearings today and I am going to replace them. I scratched the first two when I removed the camshaft last time. Unless some one has a better Idea, I think that I am going to clean the cam real well, and cover the lobes with 2 or 3 layers of painters tape and reinstall the camshaft.
Thanks again  Steve (in ME)
|
 |
|
Sponsored Links
|
|
|
IBWD MIke
Orange Level


Joined: 08 Apr 2012
Location: Newton Ia.
Points: 3474
|
Post Options
Thanks(0)
Quote Reply
Posted: 06 Apr 2022 at 1:27pm |
|
Well, the gun didn't give us the number of the steel. It did give a very specific chemical breakdown. For whatever reason it does not read carbon content. Between google and Machinery's Handbook, I'm going to say 1040 is the most likely candidate.
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 04 Apr 2022 at 7:55pm |
1040 steel would be a good choice. It's machinable, with good tensile strength.
I am so glad that "IBWD Mike" is able to help us nail down just what material we are dealing with.
For now, I am moving on to the next part of my rebuild.
I noticed that I had two stripped out head bolt holes in my engine block. I covered the block the best that I could with duct tape to keep the cast iron chips out of the crank case, and repaired the holes in my drill press with 7/16-14 Heli-coils.
First, I measured to see if the block would fit in my drill press. I strapped down the block onto the base of the drill press, lined up each hole with a regular "on size" 7/16 tap as shown, drilled, tapped, and inserted the coils deep enough, so if the top of the block had to be resurfaced the coils would not interfere.
I am still not an engine re-builder.
My best advice is, if you haven't done this sort of fix with
Heli-coils before, don't attempt it. Just to be clear, leave this job to
someone that you can trust to do it right the first time. I can't tell you how many of these I misaligned when I was younger with the shop foreman looking over my shoulder.  Also, pulling the coils out after a misalignment can be a nightmare.
Steve (in ME)
|
|
IBWD MIke
Orange Level
Joined: 08 Apr 2012
Location: Newton Ia.
Points: 3474
|
Post Options
Thanks(0)
Quote Reply
Posted: 04 Apr 2022 at 10:59am |
That hardness doesn't surprise me. Had it been much less, that would have surprised me.
I'm going to guess that the lifters are 1040 or something close to that. A shop I used to work at made lots of pins, 1040 can be induction hardened rapidly. I'm sure there are several other steels that can too.
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 04 Apr 2022 at 8:43am |
That's a great idea. I have been thinking about the Rockwell hardness of that lifter. It seemed a bit hard to me. But then I realized that chances are, the lifter may be harder than the camshaft, but the mating surfaces are both ground smooth. Along with the layer of oil between them, there really is no reason why they should wear themselves out. Sure they wear out in time, but I think if the tractor has regular oil changes, the parts should last a lifetime.
Just a bit off topic. In the late 60's and early 70's, Chevy had a problem with soft camshafts in their 307 engines. They would ware out prematurely.
Steve (in ME)
|
|
IBWD MIke
Orange Level
Joined: 08 Apr 2012
Location: Newton Ia.
Points: 3474
|
Post Options
Thanks(0)
Quote Reply
Posted: 04 Apr 2022 at 8:22am |
|
At work we have a 'PMI gun', I think that's what it's called. Anyway, it determines what material things are made of, very specifically. I'll take a lifter to work and have an inspector 'shoot' one and see what it's made of. I'm rather curious myself.
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 04 Apr 2022 at 6:56am |
The flat tested at 56 Rockwell C and the body diameter came out at 57 Rockwell C. >  < Most of the hand files that are made today are made from high carbon steel and are hardened to 62-66 Rockwell C.
|
|
wjohn
Orange Level
Joined: 19 Jan 2010
Location: KS
Points: 1807
|
Post Options
Thanks(0)
Quote Reply
Posted: 03 Apr 2022 at 11:07pm |
Sounds like good news for you - glad to hear it.
I'd be curious to know the Rockwell numbers if you have them. From what been able to gather, it was fairly common for lifters of the era to be hardened to .030-.060 deep. It would be really interesting if the AC ones were hardened throughout or made out of a harder base material with no post-machining hardening.
|
|
1939 B, 1940 B, 1941 WC, 1951 WD, 1952 CA, 1956 WD-45
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 03 Apr 2022 at 8:27pm |
 This picture was taken before I sent off the lifter for testing. I have since resurfaced the one with the rust. Steve (in ME)
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 03 Apr 2022 at 7:03pm |
My surgery was successful. I have been able to sneak off, and I been doing some stuff in the cellar. An hour or so here and there is a lot better than sitting around.
We have two seasons here in Maine, Winter and Mud season. We spend Mud season getting ready for winter. I am anxious to get outside and to my 4 Simplicity garden tractors.
While I was recovering, I contacted an old friend and sent out the #8 lifter (tappet) to him. He programs (C.N.C.) computerized machinery for a large machine shop here in Maine. They have a Rockwell hardness tester. I asked him to check the center of the round flat and the body diameter of the lifter. I can rattle off some numbers, but they won't mean very much. The lifters are hardened, but not as hard as a hand file.
After grinding off roughly .030 off in my milling machine and grinding off another .015 or so with a 4 inch angle grinder. The round flat of the #8 lifter, measured virtually the same, as the lifter diameter or within one point on the Rockwell "C" scale. In reality we don't know what they are made from, but they are hardened throughout.
I think that is the important thing for us all to know. I asked him to toss the lifter out after he was finished with the test.
I finished my camshaft. here.
Steve (in ME)
|
|
wjohn
Orange Level
Joined: 19 Jan 2010
Location: KS
Points: 1807
|
Post Options
Thanks(0)
Quote Reply
Posted: 13 Mar 2022 at 9:55pm |
Sorry to hear that. I hope you're recovering okay. I have definitely enjoyed following along here and want to see it back together and running.
For what it's worth I found that some similar-era lifters were only carburized in the .030-.040" deep range. Doesn't mean that's what AC did, but personally, I am thinking taking more than .020" or definitely .030" off the lifter face is starting to get into questionable territory. I think you made the right call on that one lifter. I need to go back and re-measure my WD lifters to see how much I ended up taking off, and see if I had to go too deep to clean them up.
|
|
1939 B, 1940 B, 1941 WC, 1951 WD, 1952 CA, 1956 WD-45
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 10 Mar 2022 at 1:45pm |
Thanks I try to do a little bit every day. Today I am cleaning parts with a brush and some dish liquid in a plastic storage bin. Getting ready to sand blast some parts in the booth. I have to stay away from the milling machine until I have a clear head and can focus on the job at hand. It's for my own good really. Lets say my better half is keeping an eye on me. You know what I mean? It's all good. I will drop in with my progress when I can.
Steve (inMe)
|
|
plummerscarin
Orange Level Access
Joined: 22 Jun 2015
Location: ia
Points: 3158
|
Post Options
Thanks(0)
Quote Reply
Posted: 10 Mar 2022 at 1:31pm |
|
Has been an interesting read.
Hope you get to feeling better
|
|
steve(ill)
Orange Level Access

Joined: 11 Sep 2009
Location: illinois
Points: 78003
|
Post Options
Thanks(0)
Quote Reply
Posted: 10 Mar 2022 at 8:39am |
Sorry to hear about your illness. Hope everything works out...... I would not worry one bit about the past discussions and anything that was said. Everyone makes mistakes, thats how we learn. We all get a little testy when we dont agree on something. There are a dozen ways to do many things. That dont make one of the wrong, just different..
Good luck..
|
|
Like them all, but love the "B"s.
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 10 Mar 2022 at 8:28am |
Due to an illness, I have had to put my engine rebuild aside for now. I really have not felt well since the beginning of the year. They found a tumor the size of a tangerine in my abdomen and they have to take my Gaul bladder. I feel that I really had no business posting here at the forum in all that time. I think that it started with the typos that I made. I also feel that I have had no patience, and that I have been insensitive to others.
For that I am sorry.
I have to clear somethings up so others that are following this post won't make the same mistakes that I did.
Lapping the bearings to height in the caps and rods on emery cloth was a mistake for me. I guess I did not hold them flat. I hit the parting lines of the caps and rods and they came out crooked. I know that on page 20 of the I&T manual it calls it out as a way to go. If you choose to go that way. Just be careful, or hand file them.
The other thing that I need to clear up is, when I cut the bores on the milling machine / rotary table. I only hand tightened the caps to the rods. I should have torqued them to 35lbs. first. After releasing the caps and set the bearings in, they did not hold the size that I cut. I ended up re qualifying the parting lines that I lapped crooked, and re cutting the bores. I was just not feeling well. I was not focusing on the machine, I did not lock the machine table and I cut one rod bore oversize . So, I have walked away from the rebuild until I am feeling better.
Best to you all.
Steve (inME)
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 21 Jan 2022 at 9:04pm |
I started assembly today.
I cleaned everything in and around where
the cylinder sleeves go into the block. I coated the O ring area on the
sleeves with Dawn dish liquid. I installed the O rings onto the sleeves.
I added a little more dish liquid to the O rings. They pressed in by hand
with a faint click, right into place. I measured the height. They measure .002 - .004 out of the block.
I moved onto the crankshaft. After I did the
math. I realized that I didn't have to modify anything. I
used the same shims that were there at disassembly, bolted the caps down just snug to
set the bearings into place, and then released the caps. I set the crankshaft into the block bearings, I set a piece of
Plastigage on each journal, and this was the similar result on all of the caps. 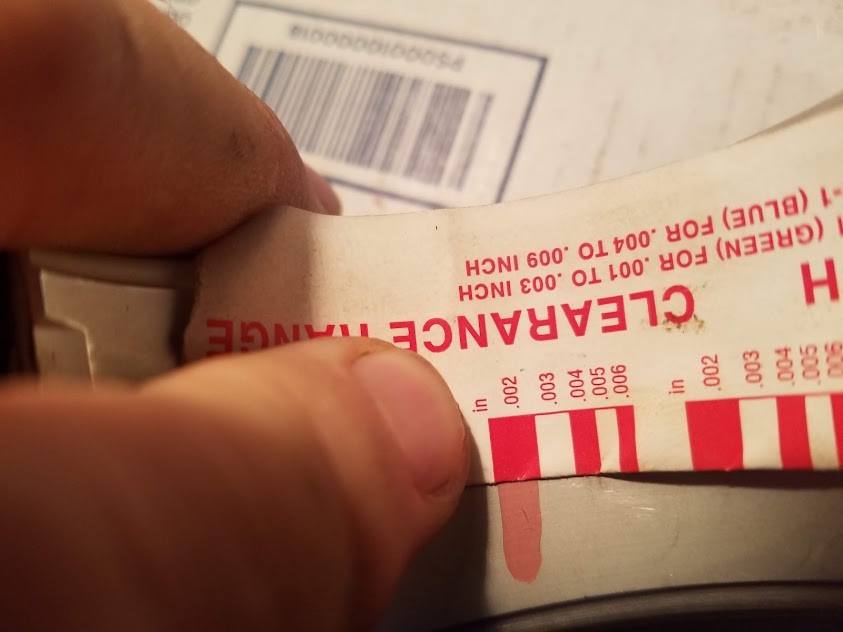
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 21 Jan 2022 at 6:36pm |
|
|
|
steve(ill)
Orange Level Access
Joined: 11 Sep 2009
Location: illinois
Points: 78003
|
Post Options
Thanks(0)
Quote Reply
Posted: 21 Jan 2022 at 6:18pm |
For an " on going" motor inspection/ overhaul, i would leave everything together... Now when you start assembly , if you have problems, you might start a different thread.
I would agree with your "heat treated" analysis... I think you are trying to OVER THINK this.. Resurfacing your followers is normally a good idea and works out great.
|
|
Like them all, but love the "B"s.
|
|
wjohn
Orange Level
Joined: 19 Jan 2010
Location: KS
Points: 1807
|
Post Options
Thanks(0)
Quote Reply
Posted: 21 Jan 2022 at 6:11pm |
 ac55tractor wrote: ac55tractor wrote:
As far as going off topic. I really wasn't clear about the proper website etiquette. Not a joke. If I was supposed to start another post, I didn't know. I have more pictures to add. Someone please advise. Thanks
Steve (inME) |
Generally, you start a topic/thread on a subject (connecting rods, in this case) and that is what you try to keep it focused on. However... I don't think anyone cares if you sidetrack/derail your own thread, only if you try to do that on someone else's thread. So, in my humble opinion I'd say you're good. It's your thread and you can take it down whatever turns you want.
Some of us make multiple page long threads that cover an entire engine or tractor rebuild from start to finish and keep most questions/pictures/random items posted in there - sort of a general thread, like on my unfinished WD rebuild. However, you'll usually get more and better answers when you start individual threads about specific things - short and focused.
|
|
1939 B, 1940 B, 1941 WC, 1951 WD, 1952 CA, 1956 WD-45
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 21 Jan 2022 at 2:03pm |
I'm with you wjohn, I'm not too worried about it ether.
I have done a lot of heat treating and annealing. Whether it was done in a heat treat oven or with a torch and a temperature stick. I'm sure that most of you know if you take a hand file to a spot that won't be damaged and if the file slides off of the part without a scratch, chances are it's hard.
The point that I want to make is that "if" the lifters were case hardened, due to the Kasinite powder that the parts are "soaked" in, while they are heated, once cooled, you will see in the places that were not finish ground, a spotted finish from where the carbon has flaked off from being cooled quickly in the water bath.
I would bet that the lifters are made from oil hard tool steel, no doubt grade "O1", that has been in use since 1905. They were no doubt heated with an induction coil, and dropped into an oil bath and hardened throughout. Take it or leave it, but in my honest opinion, any other way is really not an economical way to produce hundreds of lifters.
As far as going off topic. I really wasn't clear about the proper website etiquette.
Not a joke. If I was supposed to start another post, I didn't know. I have more pictures to add. Someone please advise. Thanks
Steve (inME)
|
|
wjohn
Orange Level
Joined: 19 Jan 2010
Location: KS
Points: 1807
|
Post Options
Thanks(0)
Quote Reply
Posted: 21 Jan 2022 at 12:56pm |
The WC/WD/WD-45 lifters were something like $50/ea. last time I had checked a year or so ago, which is why I ended up resurfacing all of mine. Hard to drop $400 just on the lifters. Sounds like the B/C/CA are at least slightly more affordable.
I do think the only risk is the hardness. I'm not too worried about it but it would be great if there were a way to verify that they weren't case hardened to a minimal depth that we may be grinding through. To be fair, Jacob's unit is a much older and different engine design than the B/C/CA or WC/WD/WD-45 so his mention of chipping may or may not apply to our lifters.
We have certainly derailed from the original topic of connecting rod rework and I'll take some blame for that. Hopefully you don't mind ac55tractor!
|
|
1939 B, 1940 B, 1941 WC, 1951 WD, 1952 CA, 1956 WD-45
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 20 Jan 2022 at 12:20pm |
|
"TYPO" the diameter of the face is 1 1/8
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 5:35pm |
Here are the dimensions for the lifter that I have.
The shaft diameter is 9/16. Overall height is 2 inches. The lifter face is 5/8 diameter.
|
|
IBWD MIke
Orange Level
Joined: 08 Apr 2012
Location: Newton Ia.
Points: 3474
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 5:29pm |
ac55tractor wrote:
I found new lifters roughly $28.00 each.
I don't remember how much I paid but no where near that much! Wow, my butt cheeks would still be puckered just from hearing the asking price! I should still have a set around here somewhere. For a WD or 45, wouldn't be surprised if they are the same as B,C,&CA's. AC was very good about parts commonality.
|
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 4:19pm |
I found new lifters roughly $28.00 each.
|
|
IBWD MIke
Orange Level
Joined: 08 Apr 2012
Location: Newton Ia.
Points: 3474
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 11:57am |
I doubt if you will have trouble with running out of adjustment.
FWIW, pretty sure AGCO still sells new ones, not that expensive as I remember. having said that, the ones I bought for a 45 project were pretty rough on the bottom so I stayed with the used ones. They could probably be lapped to make them smoother. Maybe wouldn't have hurt anything and I was just anal about it.
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 11:50am |
|
Yea, it would, I also was concerned that after removing 1/32 of of the face of that lifter, there may not be very much adjustment left at the rocker arm.
|
|
IBWD MIke
Orange Level
Joined: 08 Apr 2012
Location: Newton Ia.
Points: 3474
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 11:46am |
|
It would be interesting to know exactly what steel they are made of. Lots of oil-hard types out there.
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 11:30am |
I just got a replacement lifter from eBay. After thinking about what Brian said, replacing the#8 lifter is the way to go. Taking the chance, after all that work, I'm sure that you will all agree that's not a good idea. I chose one that looked as if it didn't have very much wear.
No doubt, I would have been lost without the forum.
Steve (inME)
|
|
ac55tractor
Silver Level
Joined: 20 Oct 2012
Location: Raymond, Maine
Points: 240
|
Post Options
Thanks(0)
Quote Reply
Posted: 19 Jan 2022 at 8:52am |
If you go back to page 3, you will see a post from
wjohn. There is a link there to another post. In that other post it says,
Jacob (WI,ND) wrote:
There are a lot of variables, but I'll give you my two cents from my experience. On
my 20-35 rebuild, we originally used the original worn cam, with
resurfaced lifters. That is what people told us we should do, and we
didn't know any better, so we did just that. That was NOT the thing to do! After
minimal running we pulled the engine side covers to inspect, to find
the edges of several of the lifters chipped up and you can guess where
those chips go. Long story short, we SHOULD have had the cam
ground as well as the lifters. The old funny worn cam was putting
pressure on the edges of the new lifters and making them fail. Maybe it
was a fluke, but I don't think so. Tore the engine all back down to have the cam ground, and new lifters AGAIN. Clean out entire engine. Very frustrating. Take
the time and $ and have both reground. It really doesn't cost that
much compared to fixing the carnage when something goes wrong. Now you
know how I know. |
In my opinion, the lifters are made from an "oil hard" tool steel.
Don't get
confused with the word "oil hard" that's just a process they use to heat
treat.
If they were hard faced or "case hardened" his lifters would not have chipped up and broke into pieces.
|
|











