HD6G Track Adjusters
Printed From: Unofficial Allis
Category: Allis Chalmers
Forum Name: Construction and other equipment
Forum Description: everything else with orange (or yellow) paint
URL: https://www.allischalmers.com/forum/forum_posts.asp?TID=45116
Printed Date: 07 Apr 2026 at 2:01pm
Software Version: Web Wiz Forums 11.10 - http://www.webwizforums.com
Topic: HD6G Track Adjusters
Posted By: Jay Tyrrell
Subject: HD6G Track Adjusters
Date Posted: 06 Feb 2012 at 9:14pm
|
Split the track today to pull off the front idler and get a good look at the yoke. Not good. Gonna drill out the broken piece of track adjuster broke off in the yoke.
Any good ideas how to build a new adjuster?
Was thinking about a 1 1/2" stock, 30" long, put some threads on it and buy a big nut.
Good thing Dads a machinist!
|
Replies:
Posted By: Coke-in-MN
Date Posted: 06 Feb 2012 at 10:58pm
|
I have seen that done , using a threaded rod and nut instead of internal threads . Just have to make sure you have enough rod inside the yoke so it doesn't become a bend point to allow yoke to get out of kilter to truck frame . I also have seen the yoke re threaded to allow a larger piece to fit inside and hold it in alignment. ------------- Life lesson: If you’re being chased by a lion, you’re on a horse, to the left of you is a giraffe and on the right is a unicorn, what do you do? You stop drinking and get off the carousel. |
Posted By: Mactractor
Date Posted: 07 Feb 2012 at 12:59am
| Put the yoke in a forge, take heat up to glow point, drop it into waste oil (stand clear of small explosion there), then extract freed broken screw. Machine your new screw to same original thread (which is not a standard engineering one) unless female thread in yoke is completely shot. That is rare. In most cases, male thread only is shot, yoke one is salvageable. I go with a high tensile bar. A buddy told me spiggoting the new threaded bar back a way into the hex bar gives the new scew good strength after welding together. A locking nut of fair depth adds to the rigidity of the screw. |
Posted By: orangeman
Date Posted: 07 Feb 2012 at 3:59am
|
Jay: See Dozers post for thread size on the HD6 in the previous HD3 Track Adjuster Thread started by hilltop. I think the 1.600 thread he is referring to applies to the HD 6 tractor, -maybe dozer will see this and clarify. I am not aware of any 1.600 threads on any HD3 or H3 as these machines had either 1.250" B7 Threaded Rod early and 1.500" later. HTH's....Orangeman
|
Posted By: Dozer
Date Posted: 07 Feb 2012 at 4:58pm
|
I just finished cutting the thread for my HD6G track adjuster. 1.600 x 5 1/2 TPI Perhaps it is a metric crossover but it fits into my yoke. It is not a 1 5/8 thread. I turned the shaft to 1.590 before I cut the thread. I'm going to weld it onto the old hex adjuster. 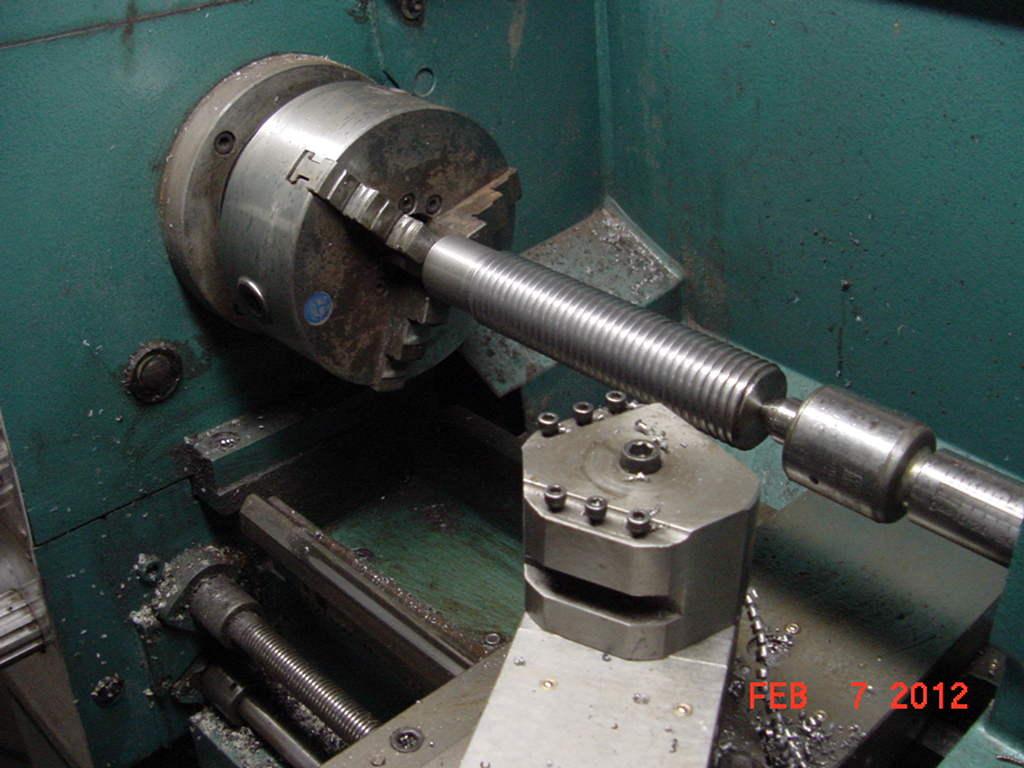
|
Posted By: Jay Tyrrell
Date Posted: 07 Feb 2012 at 9:26pm
|
Pretty sure the thread in the yoke is shot. The broken piece is cocked in there. I'll drill it out and probably do 1 1/2" threaded rod and big nut trick. I'll try to get some pictures posted of what we come up with. Thanks for the help. P.S. Hey Dozer, Your adjuster looks so short? Any idea how long they should be for a 6G?
|
Posted By: Coke-in-MN
Date Posted: 08 Feb 2012 at 12:17am
|
On the one HD5B I had I had new threads turned onto shaft, then welded that into a square tube with thick walls . It gave me a 4 sided face instead of 6 but is what i had. I cut the convex end off old adjuster and welded to square tube. Worked great. ------------- Life lesson: If you’re being chased by a lion, you’re on a horse, to the left of you is a giraffe and on the right is a unicorn, what do you do? You stop drinking and get off the carousel. |
Posted By: Jay Tyrrell
Date Posted: 08 Feb 2012 at 6:45am
|
Good idea Coke. I'll rip into it this weekend and see what I come up with.
|
Posted By: Dozer
Date Posted: 08 Feb 2012 at 10:17am
|
Responding to Jay Tyrrell The total length of the track adjuster on an HD6G is28.62". What you see in my lathe is the threaded part. I will weld this to the hex part. The thread that fits in my yoke measures 1.60 x 5 1/2 TPI If this is supposed to be a metric thread it would be M40x4.6 This is not a normal metric thread either. It is interesting that to be an SAE thread it would be 1.625 diameter. To be a metric 40mm threat it would have to be 1.575 diameter. In each case it is 0.025 off. I'm considering getting some tool steel and making a tap 1 5/8 x 5.5 TPI to clean out the yoke threads. |